


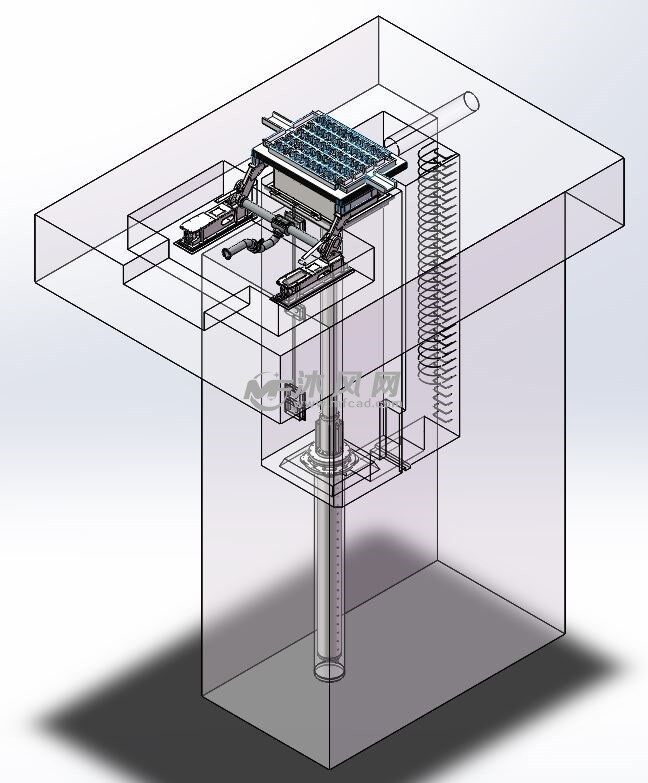
주조 플랫폼, 내부 유도 유압 반 연속 주조 기계, 유압 틸팅 시스템, 오일 및 공기 공급 장치, 냉각 장치 등을 포함한 오일 및 공기 윤활 주조 금형.
오일 공기 윤활 시조 기술은 구리 및 알루미늄과 같은 금속 재료를 주로 캐스팅하는 데 사용되는 오일 공기 혼합물을 사용하는 가스 쿠싱 알루미늄 빌릿 주조 시스템입니다. 유일의 공기 윤활 시조 기술은 가스 압력 및 윤활제의 작용을 통해 곰팡이에 주입 될 때 마찰을 감소시킬 때 마찰을 감소시킬 때 마찰을 감소시킬 때 마찰을 감소시킬 때 마찰을 감소시킬 때 마찰을 감소 시켜서 건물의 요구 사항을 충족시킵니다.

오일 및 공기 윤활 주조 과정에서 주조의 품질과 효율을 보장하기 위해 다중 공정 매개 변수를 제어해야합니다. 일부 일반적인 프로세스 매개 변수에는 다음이 포함됩니다.
- 공정 온도 : 금속의 유동성 및 응고 공정을 결정합니다. 다른 금속의 주조 온도는 특정 상황에 따라 다양하며 조정해야합니다.
- 압력 : 금속 흐름, 응고 및 표면 품질에 영향을 줄 수있는 중요한 매개 변수 중 하나입니다. 압력이 높을수록 주조의 표면 품질이 높아지지만 장비 요구 사항은 높아집니다.
- 윤활제 유형 : 오일 공기 슬라이딩 캐스팅 과정에서 윤활제는 금속과 곰팡이 사이의 마찰을 줄이고 주조 장비를 보호하고 표면을 주조 할 수 있습니다. 일반적인 윤활제에는 파라핀 왁스, 실리카 등이 있습니다.
- 윤활제 압력 : 윤활제의 유형과 유사하게 윤활제의 압력은 또한 금속과 금형 사이의 마찰과 표면 품질에도 영향을 줄 수 있습니다.
- 주입 속도 : 금속이 금형을 채우는 속도를 결정합니다. 너무 빠른 속도는 거품과 결함을 쉽게 생성 할 수 있지만 너무 느린 속도는 생산 효율에 영향을 줄 수 있습니다.
캐스팅 프로세스 매개 변수 범위
|
공정 온도 |
700-1300 학위 |
|
압력 |
10-50 MPA |
|
윤활유 유형 |
파라핀, 실리카 등 |
|
윤활제 압력 |
0. 1-5 MPA |
|
주입 속도 |
일반적으로 10-30 초 내에 특정 상황에 따라 조정하십시오. |
기술 매개 변수
|
주조 직경 |
φ90mm (3.5 "inch -- φ330mm (13"inch) |
|
굽힘 학위 |
1. 0 mm\/m 전체 길이는 4mm보다 작거나 동일합니다 |
|
가스 공급 압력 |
0. 65-0. 95mpa |
|
연료 공급 압력 |
4.5MPA |
|
필터링 정확도 |
1μm |
|
최대 주조 중량 |
50000kg |

내부 유도 유압 반 연속 주조 기계는 유압 시스템을 통해 주조 프로세스를 제어합니다. 유압 시스템에는 전원 장치, 내부 유압 실린더 리프팅 속도 제어 회로, 수동 비상 하강 제어 회로, 흐름 채널 및 주조 플랫폼 리프팅 시스템 제어 회로 및 보조 회로 (예 :자가 필트레이션)가 포함됩니다. 이 하위 시스템은 캐스팅을 위해 서로 일치하고 연결되어 주조 잉곳의 정확성과 품질을 보장합니다.

유압 틸팅 시스템 기술 매개 변수
- 틸트 각도 : 0-85 학위
- 냉각수를 주조하는 데 필요한 수량 : Max. 400\/h
- 주조 플랫폼 : 수평 드리프트는 2mm 수직 드리프트보다 작거나 동일합니다 : 2m보다 작거나 동일합니다.
- 플랫폼 드리프트 : 1.5mm\/30 분
- 유압 작업 매체 : L-HM46 유압 오일\/AW46 Mobil

건조기, 지멘스 제어, 비례 제어, 공기 공급 장치, 오일 공급 및 오일 윤활을 포함한 오일 및 공기 자동 공급 시스템.
오일 및 에어 캐스팅 금형 이점 :
오일 공기 윤활 주조의 속도는 핫 탑 캐스팅에 비해 15-20%만큼 증가하여 생산 효율을 향상시킵니다.
더 작은 입자 크기와 알루미늄 빌릿의 분리 층은 매우 얇습니다.
기술 매개 변수
|
주조 직경 |
φ90mm (3.5 "inch -- φ330mm (13"inch) |
|
굽힘 학위 |
1. 0 mm\/m 전체 길이는 4mm보다 작거나 동일합니다 |
|
가스 공급 압력 |
0. 65-0. 95mpa |
|
연료 공급 압력 |
4.5MPA |
|
필터링 정확도 |
1μm |
|
최대 주조 중량 |
50000kg |






